400D acciaio al silicio tagliato alla linea di lunghezza
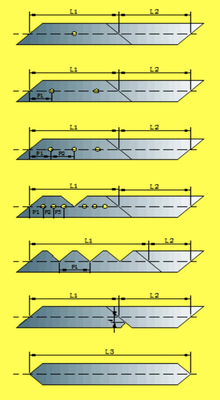
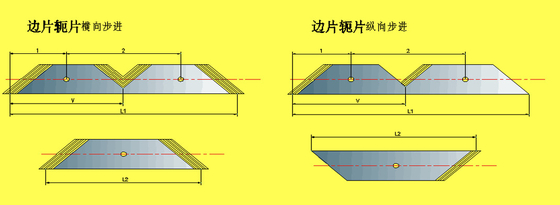
La linea di taglio in acciaio al silicio 400D è basata su una combinazione di due fori perforati, un'intaglio in V, taglio fisso 450 e 1350,che migliora l'efficienza di lavorazione garantendo la precisione del prodotto. Può tagliare la lamina laterale, la lamina del giogo e la lamina della colonna centrale, la lamina di angolo retto dei nuclei di laminazione del trasformatore in modo sicuro, efficiente e preciso.Questa apparecchiatura è progettata e dotata di servo drive completo, controllo PLC, sistema di controllo del movimento, interfaccia di funzionamento in inglese e touch screen colorato, che lo rende facile da capire e da usare.
1.Parametro tecnico principale
■ Necessità di materie prime
1) Tolleranza di larghezza: ± 0,1 mm
2) Fabbricazione: ≤ 0,02 mm
3) Tolleranza S: ≤ 0,2 mm in direzione singola entro 2000 mm
4) Tolleranza alle onde: altezza parziale dell'onda ≤ 1 mm
5) Nessuna macchia arrugginita, tolleranza di spessore: ≤ 0,02 mm
■ Specifica delle materie prime
1) Materiale applicabile: bobine CRGO
2) Spessore del materiale: 0,18-0,35 mm
3) Larghezza del materiale: 40-400 mm
4) Identificazione della bobina: 500 mm
5) O.D. della bobina: 1200 mm
6) Peso della bobina: 2 T
■ Dati sul prodotto finito
1) Lunghezza di dimensionamento: 350×2500 mm
2) Tolleranza di dimensionamento: ±0,20 mm/2 m a velocità uniforme
3) Precisione dell'angolo di taglio: ±0,025°
4) Borra di taglio: ≤ 0,02 mm
5) Fabbricazione a V: ≤ 0,02 mm
2.Costruzione della macchina
■ decollatore idraulico a doppia testa+carro di carico
1) Identificazione della bobina: 500 mm
2) Max O.D. della bobina: 1200 mm
3) Peso massimo della bobina singola: 2T
4) Il decollatore adotta alimentazione sincrona senza passo, tensione automatica e libera.
5) Pressione dell'aria di lavoro: 0,8Mpa
■ Dispositivo tampone
1) Adottare un dispositivo tampone di alimentazione non a pozzo, composto da piastra inclinata, sistema di raging e interruttore di rilevamento.
2) Gli interruttori di rilevamento sono installati su una scheda tampone, gli interruttori di rilevamento di cambio di posizione dei nastri CRGO per inviare il segnale per controllare l'alimentazione del decollatore.fermo limite inferiore, normale, controllo di accelerazione e decelerazione.
■ Macchina di alimentazione
1) Struttura dei rulli.
2) È costituito da un rullo di misura della lunghezza, un servomotore, un dispositivo di riduzione della velocità della cintura sincrona, una base, ecc.
3) Longhezza dei rulli a pizzico: 2nos, il rulliere inferiore è realizzato in acciaio legato Gcr15, dopo temperazione, spegnimento, lucidatura, e il rulliere superiore è coperto di poliuretano.
4) Controllo: mediante servomotore.
5) Velocità di alimentazione: 0-240 m/min. (Quando la larghezza del materiale è vicina a min o max, quindi ridurre la velocità di alimentazione)
■ O Punzione e V.
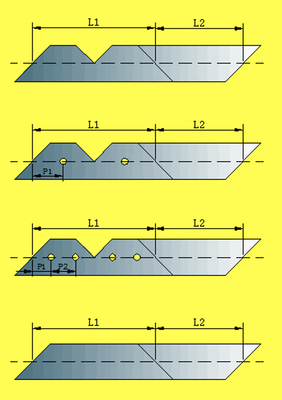
1) Due serie di perforatrici O): azionate da un servomotore con lega retta sulla matrice superiore dell'albero motore per effettuare perforatrici O, ad alta efficienza e a basso rumore.Il perforatore è azionato elettricamente da un servomotore CA e l'encoder può garantire un perforatore molto veloce con basso rumore.
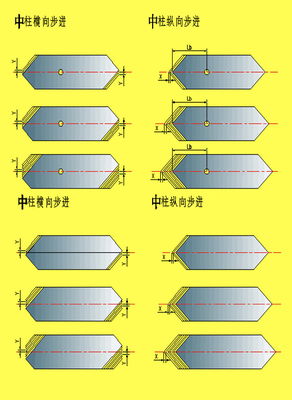
2) Macchina di taglio in V: azionata da un servomotore con riduttore sulla matrice superiore dell'albero motore per effettuare taglio in V, ad alta efficienza e basso rumore.L'unità di intaglio in V viene utilizzata per perforare l'intaglio in V nel giogo e nelle lastre delle gambe centraliPer i nuclei di sovrapposizione standard, l'intaglio in V è posizionato in base al programma richiesto.
3) Le matrici di punzonatura in O e in V utilizzano utensili di taglio in lega dura, ciascuna macinazione può essere utilizzata per il punzonamento in O non meno di 0,2 milioni e per il punzonamento in V non meno di 1 milione di volte.
■ Macchine per la tosatura
1) La macchina di taglio è costituita principalmente da tagliatrici fisse a taglio a 45° e 135°.
2) taglierà i lati del foglio, della giunzione e della colonna, angolo retto, metà destra, metà angolo di guisatura, ecc.
3) Adotta servo motor drive, elevata efficienza e basso rumore.
4) Tagliatrici con materiale in lega dura, ogni macinazione può essere utilizzata almeno 1 milione di volte.
■ Meccanismo di regolazione della larghezza posizionato al centro
1) Il meccanismo di regolazione della larghezza posizionato al centro è adottato per l'intera linea, per adattare diverse larghezze di foglio, per regolare la direzione viene utilizzata una rotaia di guida lineare,il motore a vite a sfera è utilizzato per la trasmissione, il meccanismo di regolazione della larghezza dell'intera linea è un collegamento, la posizione è rilevata dall'encoder e visualizzata dall'indicatore di posizione.
■ Unità di deviazione
1) Posizionamento unilaterale, regolazione della velocità senza passo della cinghia di trasmissione, deviazione senza intoppi.
■ Unità di impilazione a aspirazione automatica
1) Adotta il metodo di separazione da alto a basso mediante magnete, dopo il taglio dei fogli, azionato da servomotori attraverso sensori, quindi fermi le cinghie trasportatrici e aspira i fogli mediante aspiratore a cilindro sopra,poi movimento verso l'alto e l'impilazione da servomotori.
2) Corso di sollevamento valido: 320 mm
3) Lunghezza massima del foglio di impilazione: 2500 mm
■ Sistema pneumatico
Il sistema pneumatico adotta il sistema di controllo Airtac valve Taiwan.
■ Sistema di controllo elettrico e postazione di lavoro
1) Motori di trazione: servomotori Delta
2) PLC tutto il controllo logico: Sistema di controllo del motore Delta (Sistema di controllo del movimento)
3. Lista delle configurazioni
| - No, no, no, no. |
Articolo 2 |
Marchio |
| 1 |
Portamento |
HRB |
| 2 |
Tagliatrici |
Diamante |
| 3 |
V Intaglio di matrice
O Punching Die
|
Diamante |
| 4 |
Servomotore |
Delta |
| 5 |
Sistema di controllo servo |
Delta |
| 6 |
Interfaccia uomo-computer |
Delta |
| 7 |
Guida lineare |
Lappare |
| 8 |
Torcia a sfera |
Lappare |
| 9 |
Bottone d'aria |
Attacco aereo |
| 10 |
Codatore |
Delta |
| 10 |
Interruttore di prossimità |
Delta |
| 11 |
Apparecchi per il rivestimento |
CHINT |
| 12 |
Condizionamento dell'aria |
Leibo |
| - No, no, no, no. |
Articolo 2 |
Quoti |
| 1 |
Pistola ad olio lubrificante ad alta pressione |
1 coppia |
| 2 |
Pistola di grasso |
1 coppia |
| 3 |
24-27 Chiave a punta aperta |
1 coppia |
| 4 |
18-21 Chiave a punta aperta |
1 coppia |
| 5 |
17-19 Chiave a punta aperta |
1 coppia |
| 6 |
Serratura retta |
1 coppia |
| 7 |
Cacciavite croce |
1 coppia |
| 8 |
Allen Wrench |
1 set |
| 9 |
Cintura sincrona da 450 litri |
5 Numeri |
| 10 |
750H cintura sincrona |
5 Numeri |
| 11 |
445H cintura sincrona |
5 Numeri |
| 12 |
230H cintura sincrona |
5 Numeri |
| 13 |
Interruttore di prossimità fotoelettrica |
5 Numeri |
| 14 |
TDA20*10 della bombola ad aria |
2 Numeri |
| 15 |
Valvola magnetica DC24V 4,8W |
2 Numeri |
| 16 |
Processore di sorgente d'aria AC 2010-02 |
1 Numeri |
| 17 |
Cuscinetto guida 6000Z |
30 Numeri |
| 18 |
Cuscinetto guida 606ZZ |
30 Numeri |
| 19 |
LugsΦ70*20 |
2 Numeri |
| 20 |
Lugs Φ47*17 |
2 Numeri |
| 21 |
Cintura 2*25*2500 |
5 Numeri |
| 22 |
Cintura 2*80*6680 |
5 Numeri |
| 23 |
Cintura 2*80*6900 |
5 Numeri |

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!